
网架杆件与支座加工方法注意点
文章出处:三维钢构
人气:229发表时间:2018-04-02
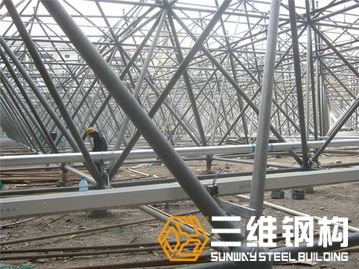
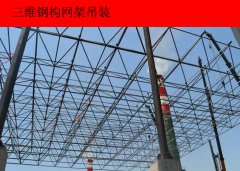
网架结构是以多根杆件按照一定规律组合而成的网格状高次超静定结构。网架结构的蓬勃发展是由于其具有一系列优点。首先是网架能起空间作用,由于所有杆件都能参与工作而具有良好的受力性能,其刚度和整体性优于一般平面结构,能有效承受各种非对称荷载、集中荷载和动荷载。网架中所有杆件的整体受力在地震作用下也显示了它优异的抗震特性。其次,网架结构制作安装比较方便。杆件与节点都可以在工厂生产,使现场工作量降至很低,同时也不需要复杂的技术,这就便于网架进行定型化工业化的施工,加之,中国在网架施工中还创造了一些简便有效的安装方法,并有专业化施工队伍进行安装。
 根据网架工程技术文件及相关资料,针对工程的施工特点,依据网架公司在此类工程施工中所积累的丰富施工经验,提出如下施工目标:
根据网架工程技术文件及相关资料,针对工程的施工特点,依据网架公司在此类工程施工中所积累的丰富施工经验,提出如下施工目标:
一、网架杆件加工:
(1)杆件采用G4025液压带据下料,确保杆件两端平度控制在0.5%d内,采用定位档块已做了专用工装,保证每件下料长度一致。
(2)处理好焊后收缩量,在下料前将经验数据告诉给下料工人,严禁按收缩量放下料长度。
(3)杆件点焊采用专用工装进行,确保长度±1mm,垂直度0.5%r,点焊牢靠,点焊前高强螺栓要按规定安装在钢管内。
(4)杆件组焊:1)电焊工必须是经过严格培训后有合格证的焊工才能上岗。2)焊接采用转动平焊方法,一切接焊接工艺规范进行,焊缝符合GBJ- 205二级质量标准,每种构件抽测5%,且不小于5件,做超声波检验。
钢管杆件与锥头的焊缝应进行抗拉强度检验,其承载能力检验点
系数应符合规范规定取受力很不利的杆件,以同规格杆件300根为一批,每批取3根为一组随机抽查,不足300根仍按一批计。
二、支座支托制作:
(1)钢板放样剪样板下料,划线钻孔。
(2)每种规格采取背靠背焊接,防止焊后底板变形。
(3)按一般钢结构要求,先点焊后焊接,注意焊接顺序,防止焊后变
(4)焊好两件冷却后,必须经质检员检验各部分尺寸,合格后方可允许成批生产。
一、网架杆件加工:
(1)杆件采用G4025液压带据下料,确保杆件两端平度控制在0.5%d内,采用定位档块已做了专用工装,保证每件下料长度一致。
(2)处理好焊后收缩量,在下料前将经验数据告诉给下料工人,严禁按收缩量放下料长度。
(3)杆件点焊采用专用工装进行,确保长度±1mm,垂直度0.5%r,点焊牢靠,点焊前高强螺栓要按规定安装在钢管内。
(4)杆件组焊:1)电焊工必须是经过严格培训后有合格证的焊工才能上岗。2)焊接采用转动平焊方法,一切接焊接工艺规范进行,焊缝符合GBJ- 205二级质量标准,每种构件抽测5%,且不小于5件,做超声波检验。
钢管杆件与锥头的焊缝应进行抗拉强度检验,其承载能力检验点
系数应符合规范规定取受力很不利的杆件,以同规格杆件300根为一批,每批取3根为一组随机抽查,不足300根仍按一批计。
二、支座支托制作:
(1)钢板放样剪样板下料,划线钻孔。
(2)每种规格采取背靠背焊接,防止焊后底板变形。
(3)按一般钢结构要求,先点焊后焊接,注意焊接顺序,防止焊后变
(4)焊好两件冷却后,必须经质检员检验各部分尺寸,合格后方可允许成批生产。
上一篇:网架结构修建的排水结构怎样计划的?
下一篇:网架是怎样隔热保暖的技术手段?
此文关键字:网架加工

最新资讯文章
- 网架加工时要注意以下几个方面的问题
- 网架厂家在生产加工过程中需要注意以下事项
- 网架工程加工施工问题展开深入分析与探讨
- 网架的支座设计有哪些考究吗?
- 网架中所用的螺栓形式和规格
- 如何才能保证网架工程的质量呢 ?
- 网架制作、安装方法、等对于选型的影响
- 球形网架常用的四种焊接无损检测
- 网架螺栓球的加工流程吧
- 网架工程施工的质量如何进行控制
